



The word “die” is a generic term used to describe the tooling used to produce a stamped part. A die set assembly on the other hand has male and female components that actually produce the shaped stamping. The male and female components work in opposition to each other to form and punch holes in the stock.
Metal stamping and stamping dies are used in presses that produce up to 80 tons of pressure to produce high volume sheet metal parts. Parts can be stamped from any ductile metal to create and achieve almost any desired configuration.
In many cases even secondary operations such as tapping and assembly can be accomplished in the same die set.
Metal stamping is generally performed on materials .020″to .080″ thick with tolerances to ± 001. The process also can be applied to foils as thin as .001″ or to plate stock with thickness approaching 1.000″.
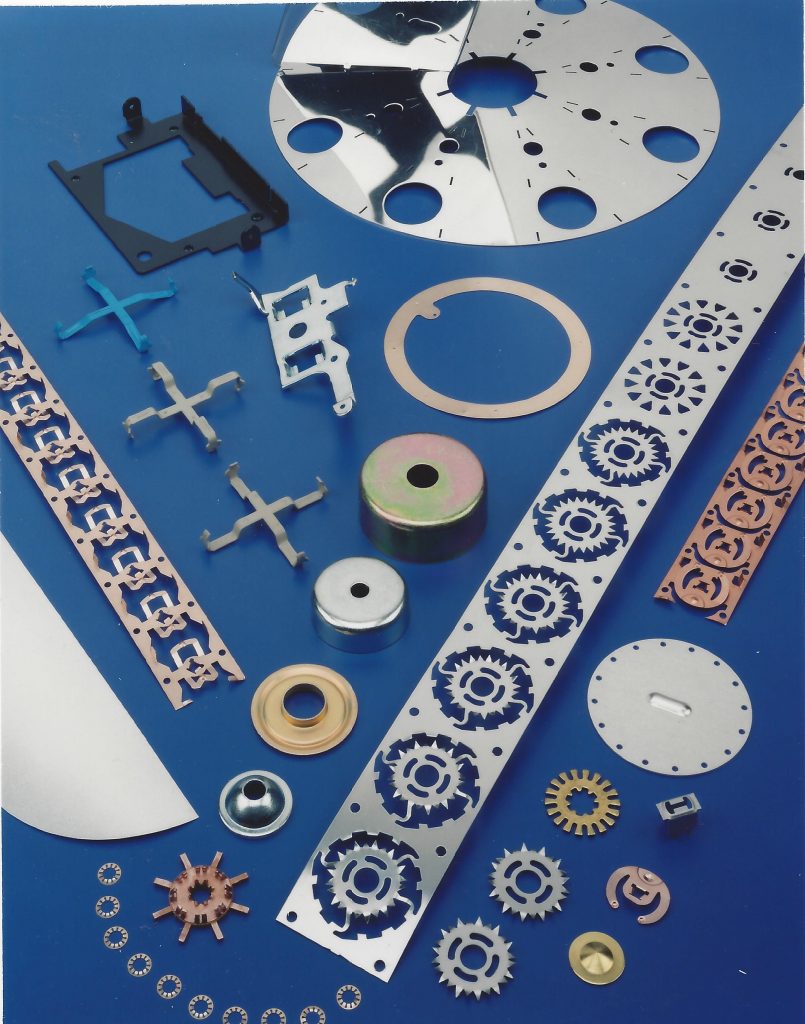
Progressive (Multi-Station) Dies
Multi-station dies are arranged so that a series of sequential operations are accomplished with each press stroke.
With progressive dies, coil stock is fed into the press. Individual stampings are connected with a carrier strip as they progress through the various die operations and are ultimately separated and then discharged from the press.
Metal Stamping Forming Operations
The most common types of dies perform cutting and forming. Cutting dies are used to shear sheet material into what is called a blank. These blanks are then exposed to blanking dies that cut the entire perimeter of the part, or to forming dies where the blank is formed/shaped into the final part. Cutting dies are also used to trim excess metal from around a formed part. Punching is literally pushing or punching a “punch” through the blank to form a hole or slot.
Forming is a general term used to describe a stamped part whose shape and contour is usually reproduced usually through multiple operations within the dies set to produce the desired configuration.
Forming Operations
The major forming operations accomplished with press-mounted dies are:
- Drawing
- Bending
- Flanging
- Hemming
Drawing
Drawing, or draw forming, involves forcing a blank deeply into a die cavity and shaping it into the shape and contour of the punch and dies faces and sides. Without sufficient formability qualities, drawn blanks are subject to folding, thinning, and fracturing.
Bending and Flanging
Bending is a relatively simple forming operation that provides rigidity and shape to sheet metal parts. Flanging is a form of bending that produces a flange. A flange is differentiated from other bends because the resulting bent materials is significantly smaller in dimension than the rest of the part.
The functions of a flange include:
- Giving a more finished appearance
- Rigidity
- Edge strengthening
- Providing a fastening or attachment surface
Hemming And Folding
Hemming is the folding over of a short flange upon itself to form a smooth, rounded edge and to facilitate the attachment of mating parts. Multiple stamping operations may be performed within a single die, or at a number of die stations within a die set and with a single stroke of the press. Single station dies can be either compound dies or combination dies. A compound die performs basic cutting operations such as blanking and hole punching to produce parts. Combination dies combine shaping and forming functions with cutting operation(s) to manufacture parts
Metal Stamping Design Considerations
An important factor in die design is clearance. Punching holes and other cutting operations require specific and carefully maintained clearances between the punch (male component) and the die (female component). The setting of the required clearances is determined by both the stock thickness and temper. In general, die clearances increase as the stock thickness increases. The depth of punch penetration into the sheet metal stock will also increase as softer stock is used.
Some type of stripper is also required to make sure the part doesn’t stick to the punch and ejector is sometimes used to make sure the slug doesn’t stick to the end of the punch.



Watch video
Materials we stock








