


The Wire EDM Process
What is the EDM process?
Electrical discharge machining which in its simplest form is machining using an electrical spark. A controlled electrical spark is used to erode away material that can conduct electricity. A series of electrical discharges takes place between the two conductors separated from each other by a film of non-conducting liquid, called a dielectric (deionized water). The eroded material again solidifies, in the form of micro sized spheres, in the dielectric and is flushed away by the dielectric
When Should I Use EDM Processing?
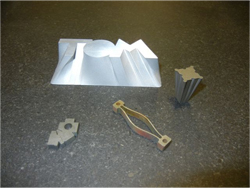
EDM is ideal when secondary operations are too labor intensive to justify more traditional machining operations. EDM allows for cutting complex shapes and thin walled configurations with out distortion.
EDM is very suitable for materials which are considered too hard or where adhesion is a problem for traditional machining or for materials typically machined by grinding. Some material examples include Tool Steels with hardness above Rc 38 – Tungsten Carbide – Stellite – Hastelloy – Nitralloy – Waspaloy – Nimonic – Inconel
 EDM can replace many types of contour grinding operations and eliminate secondary operations such as deburring and polishing. The danger of scrapping a complex or expensive part because of tool breakage is eliminated. It is ideal for machining dies, tools and molds.
EDM can replace many types of contour grinding operations and eliminate secondary operations such as deburring and polishing. The danger of scrapping a complex or expensive part because of tool breakage is eliminated. It is ideal for machining dies, tools and molds.
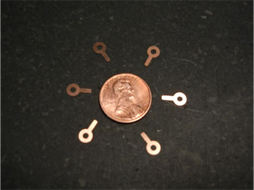
EDM is a no-contact and no-force process well suited for making delicate or fragile parts that cannot take the stress of traditional machining. It is ideal for manufacturing pieces with walls as thin as 0.002 of an inch EDM should also be considered for parts that have cavities with a depth to width ratio greater than 50%.
 EDM should be considered a low cost tooling option when you need short run stamping and low volume broaching. Our standard wire EDMs can cut parts 10 inches tall with a width and length of 11 ½ by 8 inches.
EDM should be considered a low cost tooling option when you need short run stamping and low volume broaching. Our standard wire EDMs can cut parts 10 inches tall with a width and length of 11 ½ by 8 inches.
Applications And Advantages of BG Peck’s Wire EDM Manufacturing
- Prototypes / Production Parts
- Dies & Tooling / Mold Components
- Complex Shapes
- Small Hole EDM
- Difficult Materials
- Up to 30° Taper / 10” Thick
- Unmatched Accuracy
- Fast Turnaround / Competitive Pricing
- Single Source Capability – Engineering To Production
EDM Details: When to Use EDM
How To Determine When EDM is Appropriate?
Our recommendations are sorted based on three physical characteristics of the EDM process:
- No force between tool and work piece.
- Work piece is vaporized not cut.
- No rotation of tool or work piece.
Consider using EDM when parts have high ratios of cavity depth to width, such as slots and ribs. Since the EDM process does not require force, you can use very long electrodes to make extremely intricate ribs.
If you have a difficult recessed cut to make Wire EDM is an ideal process. It can be used to make fixtures, collets and jet engine blade slots, mold cooling ribs and reinforcing ribs. Since the electrode does not come in contact with the material, there’s no adhesion of the work piece to the tool. This fact makes wire and ram EDMs ideal for making magnetic reader heads for missiles, artificial joints, turbine blades and car engine prototypes.
Vaporizing Very Hard Carbide Steel
EDM doesn’t recognize hardness of material, so it’s ideal for cutting materials that have hardness above Rc 38, including hardened steel, Stellite and Tungsten Carbide. EDMs are used to create complex dies and other tools from extremely hard materials.
Another time to consider using EDM is when you are making a part with accuracies that are difficult to maintain. EDM shines in producing sharp internal corners. Conventional machining has problems with internal radii less than or equal to 1/32 inch that are parallel to the tool axis. The internal radius cut by wire EDM is as small as the spark gap, plus the radius of the wire. EDM electrodes generally don’t rotate and since there is no force, very small, long tools can be used. The minimum EDM wire diameter is 0.0012 inch versus the minimum production milling cutter diameter of about 0.1 inch. T
Product Finishes No Burrs Cost Advantages
If you’re making a part or product with a material that tends to leave tough burrs when using traditional machining, EDM can solve that problem. The EDM process leaves no burrs and the vaporized material is flushed away by the dielectric. By eliminating the deburring process, EDM eliminates extra operations and the potential of causing dimensional changes that can occur during the deburring process. As a result, EDM is often used to make surgical tools and copper electrodes. Eliminating extra steps lowers cost.
An additional cost advantage is the unattended nature of EDM. This makes it a cost-effective process allowing unattended operation. The fast turnaround time in EDM makes it ideal for small lots of parts, allowing you to reduce inventory or quicken delivery dates. This contributes to improved cash flow and reduced operating expenses.
Frequently Asked Questions about Wire EDM
The answer is dependent on a number of variables, however a rule of thumb answer is approximately 0.018” diameter. However, with the right conditions it may be smaller. Please contact us when this is a critical consideration.
Again the answer is dependent on a number of variables. The rule of thumb answer is 0.012” diameter. Please contact us to verify viability.
Our best wire cut finish is 10 micro inches. Finishes this fine are material dependent.
Wire uses between 0.004” diameter and 0.012” diameter wire.
No, the wire breaks down and is not reusable but we do send it to recycling.
No, the machining is done by electrical discharge “the spark”. When the wire touches the part it produces a short circuit and cutting stops.
Watch video
Materials we stock








